
佛山市蒲生五金机械模具有限公司
联系人:13923131709 黄经理
固话:0757-83825076
传真:0757-81770909
Q Q: 2315225252
地址: 广东省佛山市顺德区乐从镇平步工业区南二路4号
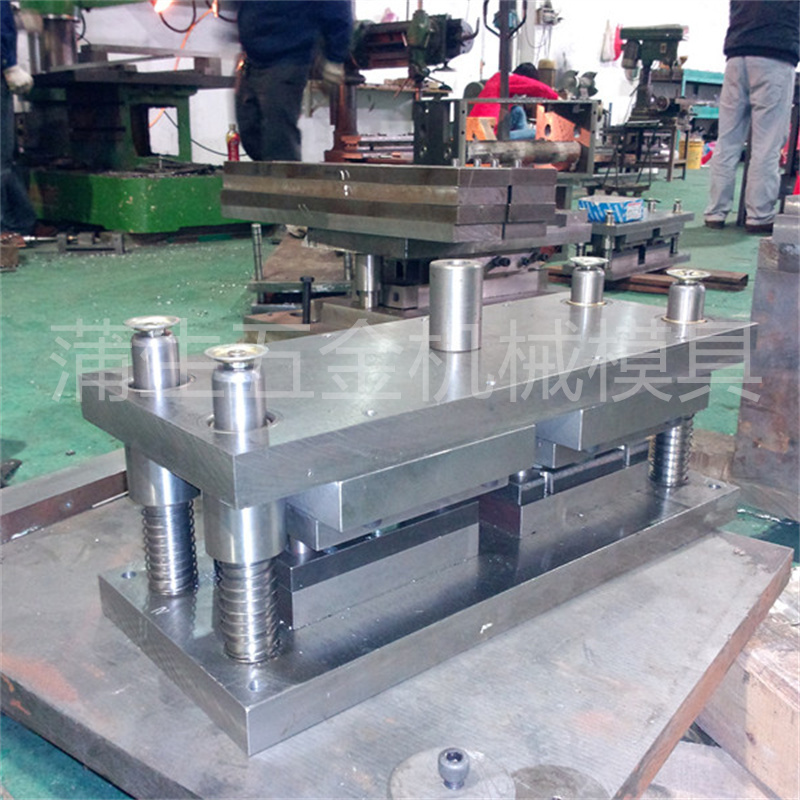
模具作业原理
将工件套在冲孔凹模4上,以自重定位,坚持不动(孔的定位尺度25由模具确保)。工件放好后控制压力机滑块下行,上模中的上 定位销3先行进入钢管的内径,起着内支撑的效果。压力机的滑块持续下行,4个压凹楔块34的下端面开端触摸安装鄙人模板12上的调理螺杆35,在其 效果力的推进下,压凹楔块34向上移动,楔块上的 斜面触及4个触摸块28,这时触摸块28在压凹楔块斜面的效果是推进4个压凹凸模1向模具中心水 平移动。当压力机滑块运行到下死点时,压凹进程 结束。在压力机滑块回来时,压凹楔块机构的零件 在各自绷簧力的效果下,同步回来始点,整个压凹成 形进程在侧向力和滑块运动方向的合力效果下揉捏 成形。压凹凸模1的回程动力用绷簧2实现,压凹 楔块34的回程动力由强力绷簧29提供。当4个凹 坑深度不符合要求时,可分别滚动调理螺杆35调 整。尺度45±1 mm(如图1所示)不符合要求时, 可调理压力机闭合高度。冲孔与压凹同步进行,当压力机滑块下行时,固定在上模板25的冲孔楔块19逐步触摸滑板7中的 小轴9,冲孔楔块19推进滑板7,安装在滑板7上的 冲孔凸模5对工件侧壁冲孔,冲孔产生的废料通过 冲侧孔凹模4的中心孔从模具底面排出。压力机滑块回来上死点时,冲孔楔块19强制滑板7回来初始 方位。在完成对工件的压凹和冲孔后,将工件从模具上取出。

扫一扫联系我们
服务热线
微信二维码